



EDM strojno rezanje
Chien Feng Yuan je vodeća radionica za EDM (Electrical Discharge Machining), proizvodnju žičane edm mašine i CNC glodanje sa sveobuhvatnom uslugom strojeva sa sjedištem u Tajvanu.

- Uvod u proizvod
Chien Feng Yuan je vodeća radionica za EDM (Electrical Discharge Machining), proizvodnju žičane edm mašine i CNC glodanje sa sveobuhvatnom uslugom strojeva sa sjedištem u Tajvanu. Nudimo rješenja za sve vaše potrebe precizne strojne obrade. Služeći klijente širom svijeta već 14 godina, naša stručnost se proteže na industriju zrakoplovne industrije, medicinske opreme, industrije, vojske i obrane. U naše vrijeme pomažući klijentima u stvaranju proizvoda i dijelova, vidjeli smo i napravili sve. Iskustvo i stručnost važni su kada je u pitanju proizvodnja proizvoda.
Postoje 3 različite vrste EDM-a:
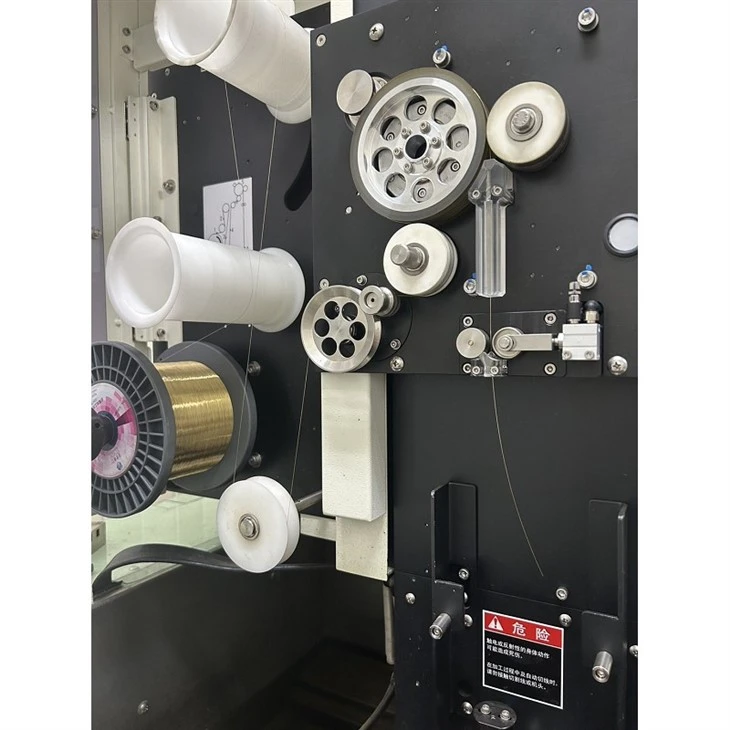
Žičana EDM (obrada električnim pražnjenjem):
Wire EDM je elektro-termički proces koji koristi finu metalnu žicu (obično bakrenu, 0.006-0.012") uronjenu u deioniziranu vodu za rezanje vodljivih metala. Žičani EDM stroj stvara pražnjenja između metalnu žicu i radni komad, koristeći toplinu koju stvaraju električne iskre za rezanje ili "spaljivanje" materijala.
Sinker EDM (također poznat kao konvencionalni ili Ram EDM):
Sinker EDM uključuje prethodno oblikovane elektrode, dielektričnu tekućinu i eroziju metalnog materijala iz obratka električnim iskrama. U ovom procesu, bakrena ili grafitna elektroda prilagođenog oblika koristi se za obradu uzoraka ili konfiguracija u bilo koju vrstu vodljivog materijala.
Bušenje rupa (ili probijanje) EDM:
EDM za bušenje rupa koristi elektrode malog promjera (Ø .{1}} .050") za bušenje rupa u otvrdnute materijale. EDM stroj za bušenje koristi dielektričnu tekućinu pod visokim pritiskom (često deioniziranu vodu) za prolaz kroz cijev za operacije rezanja i ispiranje bilo kakvog erodiranog otpada Stvaranje iskrišta radi se na isti način kao i drugi EDM postupci.
Kako odabrati pravu EDM žicu
Prilikom odabira EDM (Electrical Discharge Machining) žice za svoj projekt, razmotrite sljedeće čimbenike:
Vlačna čvrstoća:
Sposobnost žice da izdrži sile povlačenja prije lomljenja ili popuštanja.
Žilavost loma:
Otpornost žice na lomljenje ili lomljenje pod naprezanjem.
Električna provodljivost:
Sposobnost žice da učinkovito provodi električnu energiju tijekom EDM procesa.
Temperatura isparavanja:
Temperatura pri kojoj se materijal žice pretvara u paru. Ovo je ključno za sprječavanje preranog loma žice tijekom EDM operacija.
Tvrdoća:
Otpornost žice na deformaciju ili udubljenje. Utječe na izdržljivost žice i koliko dobro može izdržati habanje u procesu strojne obrade.
Detalji o proizvodu:


Detalji pakiranja: karton, drvena kutija, paleta ili prema zahtjevima kupaca.
Detalji isporuke: 25-35 dana morem, 3-7 dana zrakom
Pitanja
P: Koja je razlika između EDM i Wire Cut EDM?
EDM koristi oblikovane elektrode izrađene od bakra ili grafita za rezanje složenih lokalnih 3D šupljina. Same elektrode obrađuju se konvencionalnim postupcima. Nakon toga, elektroda iskre se koristi u pulsirajućem visinskom načinu rada, što omogućuje hlađenje i temeljito ispiranje radne površine. Iako je EDM jednako precizan kao i obrada elektrodama, dopušta da oblici površina postanu vrlo zamršeni zbog erozije. Ova se metoda koristi za zamršene i precizne oblike unutar kalupa i alata za tlačno lijevanje. Može raditi na prethodno očvrslim materijalima, smanjujući ukupne troškove i omogućujući ekstremnije otvrdnjavanje bez deformacije alata.
S druge strane, strojevi za eroziju sa žicom koriste žice za elektrode s kontinuiranim napajanjem za uglavnom 2D rezanje. Ovaj je postupak vrlo prikladan za preciznu obradu složenih 2D kontura u alatima za ekstruziju, probojcima/matricama i ultra-preciznu obradu tvrdih materijala u zrakoplovnim i vojnim primjenama.
P: Je li moguće ožičiti EDM nehrđajući čelik?
Da, moguće je rezati nehrđajući čelik pomoću žičane erozije. Austenitni stupnjevi nehrđajućeg čelika posebno su prikladni jer su u početku jako očvrsnuti.
Ako vaš specifični projekt zahtijeva niske tolerancije ili tolerancije položaja (ispod 0.001 inča), postizanje takve preciznosti može uključivati višestruke EDM rezove ili spaljivanja, što pak zahtijeva više vremena.
Debljina dijela također je odlučujući faktor u vremenu. Što je dio deblji, brzina je manja. Kada debljina premaši 4-5 inča, brzina rezanja žičane EDM se smanjuje.
Popularni tagovi: EDM strojno rezanje, Kina EDM strojno rezanje proizvođači, dobavljači, tvornica, EDM obrada za kratke staze, Sinner EDM, EDM posao, EDM za zidne ploče, EDM za znakove skladišta, EDM za graviranje QR koda





